Heiße Flamme, flotte Flamme
Grundlagen der Schweißtechnik


Bei vielen Arbeitsschritten in der Gebäudetechnik ist der Schweißbrenner die richtige Wärmequelle. Seine heiße Flamme sorgt dafür, dass nur die Lötstelle erwärmt wird und nicht das ganze Werkstück auf Arbeitstemperatur gebracht werden muss. Für den sicheren Umgang mit den Gerätschaften sollte man sich aber mit den technischen Zusammenhängen und der richtigen Handhabung befassen.
Injektorprinzip
Die Urform des Schweißbrenners ist der Daniellsche Hahn. Der englische Chemiker John Frederic Daniell (1790 – 1845) erfand den 1836 nach ihm benannten Doppelhahn für Gas (damals Wasserstoff) und Sauerstoff. Bis aus dem Daniellschen Hahn der Schweißbrenner entwickelt wurde, sollte es noch bis ins letzte Viertel des 19. Jahrhunderts dauern.
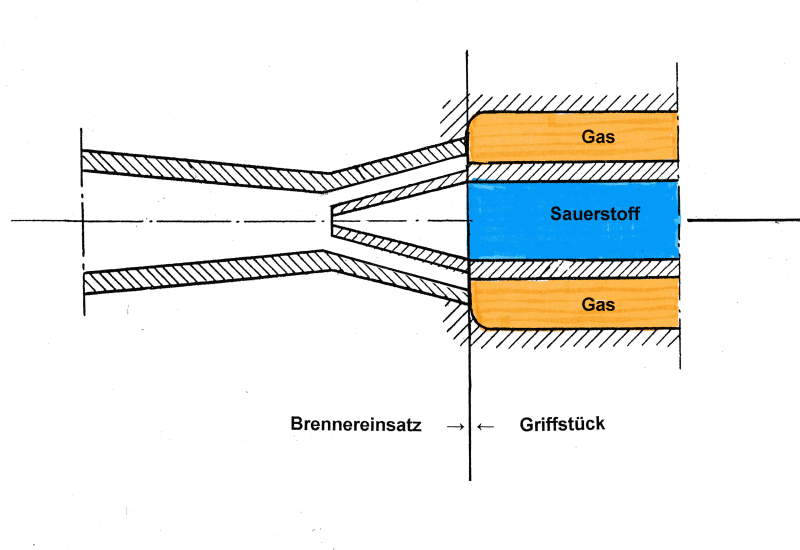
Aus dem Daniellschen Hahn entstanden zwei Arten von Schweißbrennern, Gleichdruck- und Injektorbrenner (Saugbrenner). Ein Injektor besteht aus einem Rohr mit einer Einschnürung. In der Mitte vor der Einschnürung mündet ein weiteres, dünneres Rohr. Aus diesem Rohr strömt Sauerstoff mit hohem Druck. Dadurch entsteht eine Saugwirkung und das Gas aus dem äußeren Rohr wird angesaugt. In der Erweiterung hinter der Einschnürung vermischen sich beide Gase. Das Prinzip des Injektors funktioniert mit Dämpfen und Flüssigkeiten aller Art und kommt in der Technik häufiger vor.
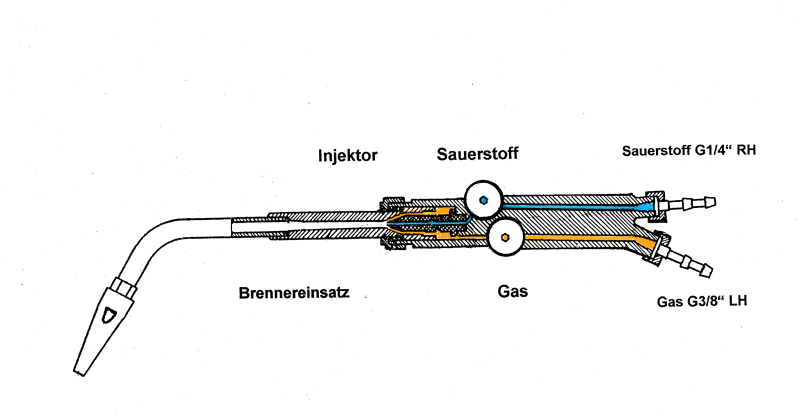
Beim Injektorbrenner saugt der Sauerstoff mit höherem Druck (2 - 2,5 bar) das Brenngas mit niedrigerem Druck (0,5 - 0,7 bar) an. Im Griffstück befinden sich das Ventil für Gas mit rotem Handrad und das Ventil für Sauerstoff, erkennbar am blauen Handrad. Um Verwechslungen auszuschließen, haben die Schläuche für Gas und Sauerstoff verschiedene Anschlüsse. Der Gasschlauch wird mit einem 3/8“-Linksgewinde angeschraubt. Der Sauerstoffschlauch hat ein ¼“-Rechtsgewinde. Passend zu den Handrädern haben auch die Schläuche verschiedene Farben. Der Gasschlauch ist rot oder bei Flüssiggas orange, während der Sauerstoffschlauch blau ist.
In Europa werden fast ausschließlich Injektorbrenner als Schweißbrenner verwendet. Auch Lötbrenner und Gaslötkolben sind Injektorbrenner. Nur die Arbeitsweise ist umgekehrt. Hier saugt das Gas (unter höherem Druck) die Luft aus der Atmosphäre an. Da der Injektor mit der Größe des Brennereinsatzes auch größer wird, befindet er sich im auswechselbaren Brennereinsatz. Eine Ausnahme stellt der Gaslötkolben dar: Hier ist der Injektor im Griffstück untergebracht.
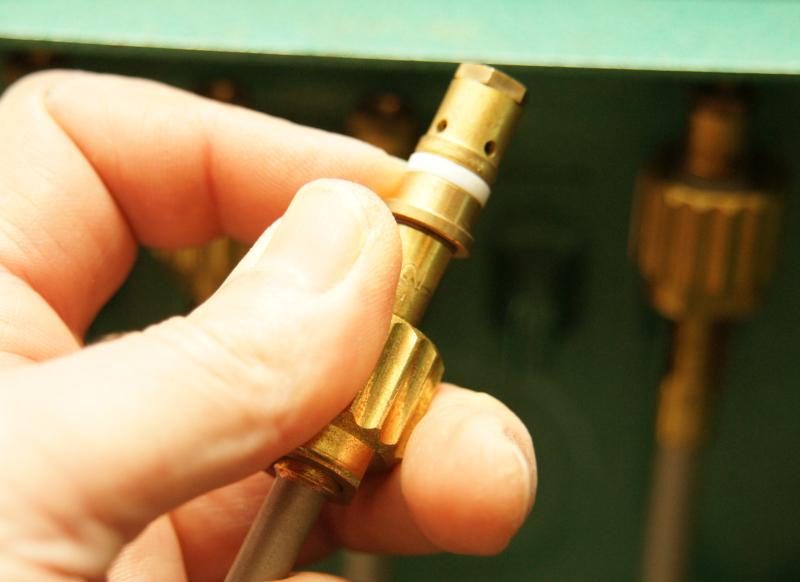
Ob der Brennereinsatz in Ordnung ist und richtig ansaugt, lässt sich einfach feststellen, indem man den Gasschlauch abschraubt und die angefeuchtete Fingerspitze auf die Gastülle legt. Zeigt sich bei leicht geöffneten Ventilen keine Saugwirkung, ist der Brennereinsatz nicht in Ordnung und darf nicht benutzt werden.
Der Brennereinsatz wird im Griffstück mit einer Überwurfmutter festgehalten. Im Allgemeinen genügt es, die Mutter mit Hand anzuziehen. Am Brennereinsatz befindet sich noch eine Dichtung. Sie sorgt für eine gasdichte Trennung von Gas und Sauerstoff. Die Dichtung ist die Voraussetzung für die einwandfreie Funktion des Brenners.
Heiße Flamme
Ein Saugbrenner wird richtig gezündet, wenn zuerst das Sauerstoffventil und das Brenngasventil geöffnet wird, bevor die Flamme angezündet wird. Wird zuerst das Gasventil geöffnet, bildet Acetylen beim Zünden eine große schwarze Rußwolke. In der Praxis sieht man das häufig, da sich so der Brenner z.B. am noch heißen Rohr zünden lässt.
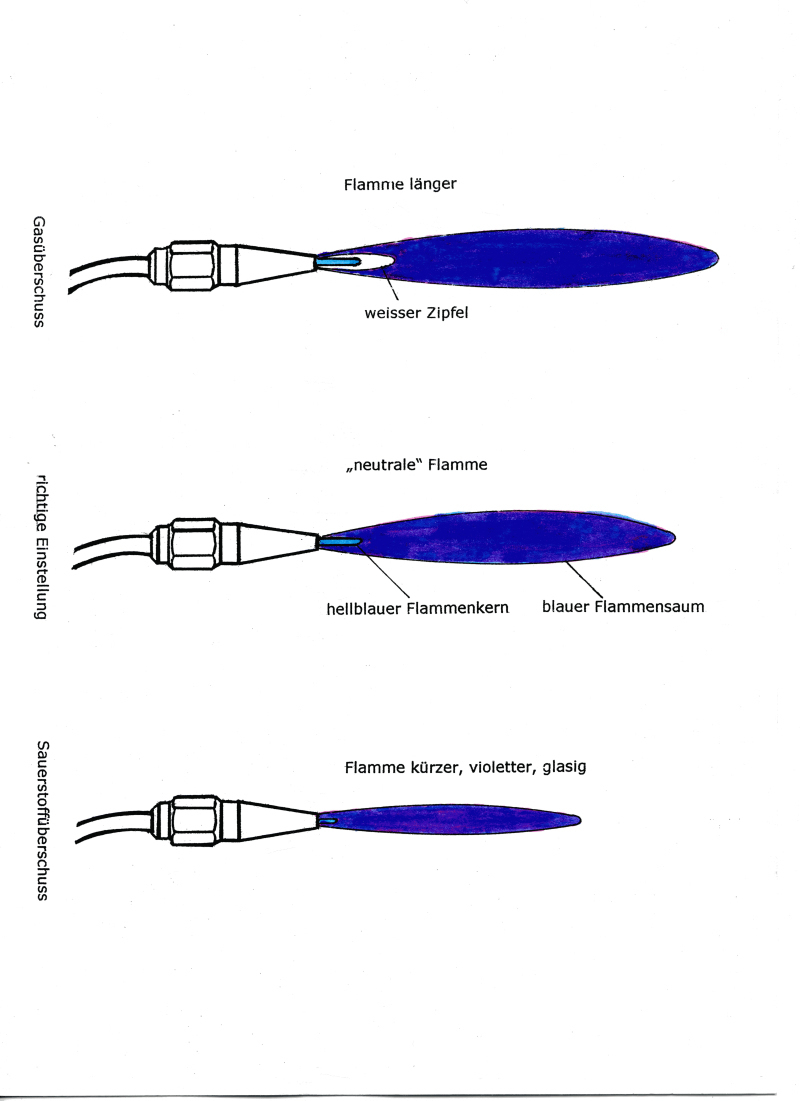
Zum Schweißen und Hartlöten muss die Flamme richtig eingestellt werden. Das ist der Fall, wenn sich der hellblaue Flammenkern (Primärflamme) scharf vom dunkler blauen Flammensaum (Sekundärflamme) abgrenzt. Das heißt: neutrale Flamme. Hier stimmt das Mischungsverhältnis von Gas und Sauerstoff. Zeigt sich über dem Flammenkern ein weißer oder mehr oder weniger gelber Zipfel, hat die Flamme Gasüberschuss. In diesem Fall drosselt man das Brenngasventil oder öffnet das Sauerstoffventil weiter. Ist die Flamme dünn und sieht glasig-violett aus, hat sie Sauerstoffüberschuss. Dann öffnet man das Brenngasventil weiter oder drosselt das Sauerstoffventil. Bei Acetylen leuchtet der Flammenkern am hellsten, bei Flüssiggas ist er heller als bei Erdgas. Zum Hartlöten wird empfohlen, bei der Acetylen-Sauerstoffflamme einen leichten Acetylenüberschuss einzustellen. Bei anderen Gasen wie Erd- oder Flüssiggas ist das nicht ratsam.
Wenn das Gas-Sauerstoffgemisch mit hoher Strömungsgeschwindigkeit aus dem Brennermundstück austritt, spricht man von einer harten Flamme. Tritt das Gasgemisch mit niedriger Strömungsgeschwindigkeit aus, nennt man das eine weiche Flamme. Die Strömungsgeschwindigkeit steigt mit dem Gas- und dem Sauerstoffdruck (Herstellerangaben beachten). Die „Härte“ der Flamme, das heißt die Strömungsgeschwindigkeit, ist dann richtig, wenn die Flamme waagerecht brennt, und ihre Spitze nicht nach oben zeigt. Ist die Strömungsgeschwindigkeit zu groß, reißt die Flamme ab.
Die Gas-Sauerstoffflamme wird viel heißer als die Gas-Luftflamme. Luft besteht zu etwa vier Fünfteln aus Stickstoff und zu einem Fünftel aus Sauerstoff. Stickstoff nimmt an der Verbrennung fast nicht teil, wird aber in der Flamme mit erwärmt. Der heiße Stickstoff entweicht mit dem Abgas und schleppt Wärme davon. Das kühlt die Flamme. Bei der Gas-Sauerstoffflamme entfällt dieser Wärmeentzug. Darum wird sie heißer.
Außer Acetylen werden in der Autogentechnik noch andere Gase wie Wasserstoff, Erdgas und verschiedene Flüssiggase verwendet. Sie eignen sich zwar nicht zum Schweißen von Eisen und Stahl, aber zum Hartlöten und Brennschneiden reicht es allemal. Flüssiggas wird für trag- und fahrbare Hartlötgeräte empfohlen. Eine Flüssiggasflasche enthält ein Vielfaches an Energie gegenüber einer gleichschweren Acetylenflasche. Als Flüssiggase werden hauptsächlich die Gase Propan und Butan in Flaschen abgefüllt. In Mitteleuropa wird überwiegend Propan angeboten, das es sich auch bei Frost noch mit ausreichendem Druck aus der Flasche entnehmen lässt. Der Nachteil von Flüssiggas jedweder chemischen Zusammensetzung ist der höhere Sauerstoffverbrauch. Propan braucht viermal so viel Sauerstoff wie Acetylen.
Flotte Flamme
Eine allgemein übersehene Brennstoffeigenschaft ist die Flammengeschwindigkeit, auch Zünd- oder Verbrennungsgeschwindigkeit genannt. So kann man im täglichen Leben, etwa beim Grillen, beobachten, dass Holz schneller verbrennt als Holzkohle. Die Flammengeschwindigkeit ist bei den einzelnen Brennstoffen sehr unterschiedlich. Das gilt für alle Brennstoffe, egal ob fest, flüssig oder gasförmig. Die Autofahrer und Automobilkonstrukteure müssen sich mit dieser Eigenschaft bei flüssigen Brennstoffen beschäftigen. Dort heißt die Flammengeschwindigkeit Zündwilligkeit und ihr Gegenstück Klopffestigkeit.
Die Zahlenwerte braucht man sich nicht zu merken. Es genügt zu wissen, dass Wasserstoff das Gas mit der höchsten Flammengeschwindigkeit ist, in weitem Abstand gefolgt von Acetylen. Dagegen ist die Flammengeschwindigkeit von Erd- und Flüssiggas niedrig.
Die andere wichtige Größe ist die Strömungsgeschwindigkeit, mit der das Gas aus der Düse strömt. Flammen- und Strömungsgeschwindigkeit wirken in entgegengesetzte Richtungen. Die Flammengeschwindigkeit ist von der Flammenspitze in Richtung Düse oder Brennermündung gerichtet. Die Strömungsgeschwindigkeit wirkt von der Düse oder Brennermündung weg. Damit eine Flamme stabil brennt, müssen beide Geschwindigkeiten etwa gleich groß sein. Es kommt auf ein Gleichgewicht von Strömungsgeschwindigkeit und Flammengeschwindigkeit an.
Ist die Strömungsgeschwindigkeit größer als die Flammengeschwindigkeit, hebt die Flamme von der Düse oder Brennermündung ab. Wenn die Strömgeschwindigkeit zu groß wird, reißt die Flamme ab und verlischt oder lässt sich erst gar nicht entzünden.
Ist die Strömungsgeschwindigkeit zu klein, schlägt die Flamme zurück und brennt im Mischrohr. Die Ursache von zu niedriger Strömungsgeschwindigkeit ist zu geringer Gasdruck oder ein nicht weit genug geöffnetes Gasventil. Zu hohe Strömungsgeschwindigkeit beruht auf zu hohem Gasdruck.
In gewisser Weise sieht man einer Vormischflamme die Flammengeschwindigkeit an. Je höher sie ist, desto kürzer ist der Flammenkern. Die Flammengeschwindigkeit eines Gas-Luftgemisches hängt nicht nur vom Gas und der Temperatur ab, sondern auch vom Mischungsverhältnis mit oder Sauerstoff. Die Flammengeschwindigkeit ist am größten, wenn das Gemisch etwas zu wenig Sauerstoff enthält, so dass sich eine Flamme mit gelbem Zipfel bildet. Das ist aber zum Schweißen und meistens auch zum Löten ungeeignet.
Die Größe der Flamme regelt man besser mit den verschieden großen Einsätzen als mit dem Brenngasventil. Acetylen hat nach Wasserstoff die höchste Flammengeschwindigkeit. Damit sich ein Gas an der Brennermündung entzünden kann, darf die Strömungsgeschwindigkeit nur wenig größer als die Flammengeschwindigkeit sein.
Gelegentlich passiert es, dass die Acetylen-Sauerstoffflamme mit einem Knall plötzlich erlischt und sich am heißen Werkstück wieder entzündet und normal weiterbrennt. Man nennt das Abknallen des Brenners. Es ist eher lästig als gefährlich und kommt beim Schweißen häufiger vor als beim Hartlöten, da beim Schweißen der Brenner heißer wird. Der Spaß hört aber auf, wenn es häufiger vorkommt und der Brenner unter lautem Knattern dauernd abknallt (Maschinengewehrkompanie schimpfte der Lehrschweißer). Das Abknallen ist eine Folge der hohen Flammengeschwindigkeit und niedrigen Entzündungstemperatur des Acetylens. Die Ursachen können falsche Strömungsverhältnisse im Brenner sein, eine verstopfte Brennermündung oder ein zu niedriger Acetylendruck. Zur Abhilfe kühlt man den Brenner in Wasser, reinigt die Brennermündung mit der entsprechenden Düsennadel oder erhöht den Acetylendruck.
Richtig unangenehm wird es, wenn die Flamme in den Brenner „zurückschlägt“ und mit pfeifendem Geräusch im Mischrohr weiterbrennt. Dabei wird die Energie der Primärflamme frei, die dann beim Schweißen fehlt, aber dafür den Griff erwärmt, bis der Schweißer ihn fallen lässt. Im schlimmsten Fall wird der Injektor noch zerstört.