Microchannel-Wärmeaustauscher
Anforderungen und Möglichkeiten des CO2-Betriebs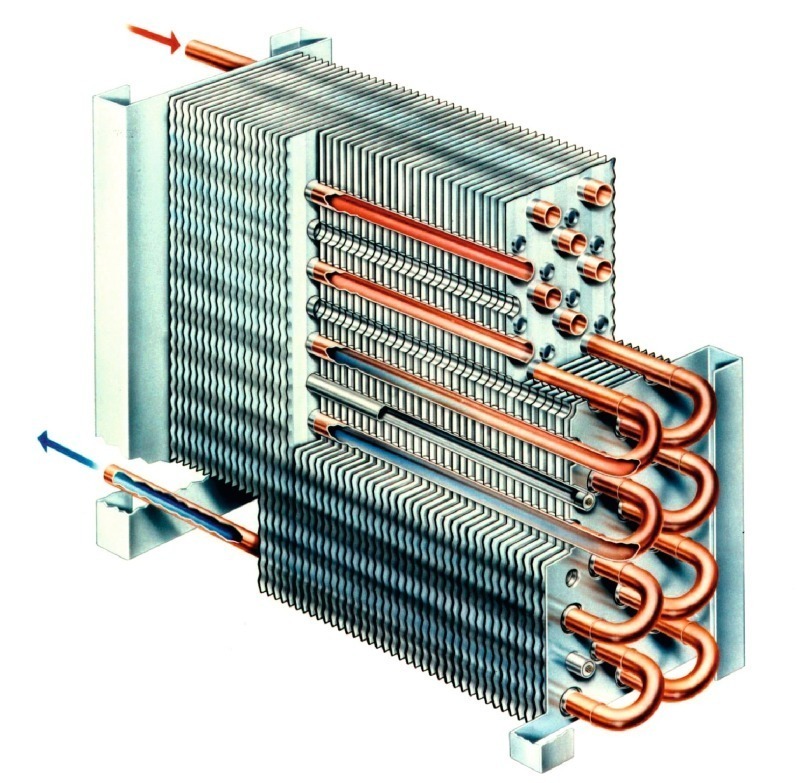



In der mobilen Klimatechnik haben sich in den letzten zwei Jahrzehnten die Microchannel-Wärmeaustauscher durchgesetzt. In der stationären Kälte- und Klimatechnik finden sich heute jedoch fast ausschließlich lamellierte Wärmeaustauscher mit Kupferrohren und Aluminiumlamellen. Diese Situation beginnt sich erstmals mit der Einführung von „microox“-Wärmeaustauschern zu ändern. Dabei stellt die Verwendung von CO2 jedoch besondere Anforderungen an die Technik.
CO2 ist schon lange Zeit als Kältemittel bekannt. Bereits 1850 schlug Alexander Twining in seinem britischen Patent CO2 als Kältemittel vor. Die spezifischen CO2-Eigenschaften stellen für die Komponenten der Kälteanlage neue Herausforderungen dar. Dies gilt vor allem für die Verdichter, Expansionsventile und für die Verflüssiger/Gaskühler.
Der Einsatz von „microox“-Wärmeaustauschern in der CO2-Technologie stellt wegen der hohen Drucklage und der hohen Kältemittel-Eintrittstemperatur eine weitere Herausforderung dar. Durch das geringere Füllvolumen, das geringe Gewicht, die hohe Effizienz und die – im Vergleich zu herkömmlichen Wärmeaustauschern – gleichgebliebenen Kosten ist diese Technologie für R744-Verflüssiger und -Gaskühler geeignet.
Luftbeaufschlagter Wärmeaustauscher | Luftgekühlte Verflüssiger haben wie alle anderen luftbeaufschlagten Wärmeaustauscher das Handicap, dass die Wärmeübergangswerte auf der Luftseite sehr niedrig sind. Dagegen liegen die Wärmeübergangswerte bei dem zu verflüssigenden Kältemittel mindestens um einen Faktor 10 bis 100 höher. Die benötigte Wärmeaustauschfläche wird jedoch immer vom schlechtesten Wärmeübergangswert bzw. vom höchsten Wärmewiderstand definiert. Um die Kosten für einen luftbeaufschlagten Wärmeaustauscher trotz der niedrigen luftseitigen Wärmeübergangswerte im Zaum zu halten, versucht man deshalb, die luftbeaufschlagte Fläche möglichst groß und kostengünstig zu gestalten. Die kältemittelbeaufschlagte Fläche dagegen muss hohen Ansprüchen hinsichtlich Druckfestigkeit, Dichtheit und Kältemittelbeständigkeit erfüllen und wird deshalb in der Regel aus Kupfer-, Stahl-, Edelstahl- oder Aluminiumrohren gefertigt.
Lamellierte Wärmeaustauscher | Lamellierte Wärmeaustauscher werden aus runden Rohren – meistens aus Kupfer; im Falle des CO2 bei der Firma Güntner (www.guentner.de) aus Edelstahl – gefertigt, auf die dünne Bleche – meistens Aluminium – aufgebracht werden. Die dünnen Bleche – die so genannten Lamellen – stellen die kostengünstige Oberflächenvergrößerung auf der Luftseite dar (s. Abbildung 1).
Der Vorteil dieser Technologie liegt vor allem in dem einfachen Herstellverfahren sowie in den fast unbegrenzten Abmessungen, in denen diese Wärmeaustauscher hergestellt werden können. Darüber hinaus kann relativ einfach der Rohrwerkstoff z. B. von Kupfer auf Stahl oder Edelstahl verändert oder die Lamelle von Aluminium auf Stahl, Edelstahl oder Kupfer geändert werden. Das Herstellverfahren bleibt dabei weitgehend unbeeinflusst.
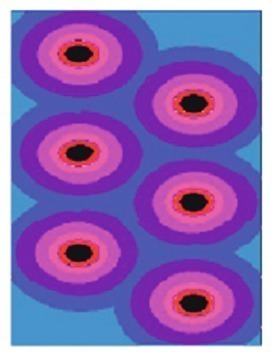
Die Nachteile der lamellierten Wärmeaustauscher sind relativ schlechte Wärmedurchgangswerte, ein hohes Gewicht, hohe Materialkosten sowie die Kombination aus verschiedenen Metallen, die zu einer geringen Korrosionsresistenz führt. In jüngster Zeit werden zum Teil auch Aluminiumrohre in Kombination mit Aluminiumlamellen verwendet, wodurch die Korrosionsprobleme und auch das Gewichtsproblem entschärft werden. Allerdings erhöht das nicht die Wärmedurchgangswerte, so dass das Potential hier gering ist. Hinzu kommt, dass die dafür benötigte Löttechnologie noch nicht für die allgemeine stationäre Kältetechnik hinsichtlich Prozesssicherheit und Korrosionsverhalten der Lötungen untersucht ist. Die relativ niedrigen Wärmedurchgangswerte kommen unter anderem von den großen Strecken, über welche die Wärme zwischen den Rohren und den Lamellen transportiert werden muss. Dieser Wärmewiderstand wird durch den so genannten Lamellenwirkungsgrad ausgedrückt. Er liegt bei lamellierten Wärmeaustauschern – je nach Lamellengeometrie – bei ca. 50 bis 70 %. Um diesen Wirkungsgrad zu erhöhen und den Wärmeaustauscher effizienter zu gestalten, kann man die Anzahl der Rohre erhöhen und gleichzeitig die Rohre im Durchmesser verkleinern (s. Abbildung 2). Da ein kleinerer Rohrdurchmesser auch eine dünnere Wandstärke der Rohre zulässt, erhöht sich damit der Materialeinsatz nur geringfügig. Allerdings steigt der Fertigungsaufwand deutlich, weil alle Arbeitsschritte, die die Rohre betreffen, wie etwa Aufweiten, Löten etc. auch entsprechend steigen. Hinzu kommt, dass ein solcher Wärmeaustauscher einen hohen luftseitigen Druckverlust hätte, leicht verschmutzen würde und nur sehr schwer zu reinigen wäre.
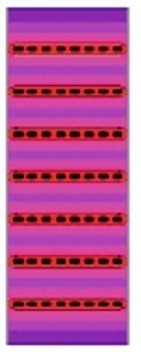
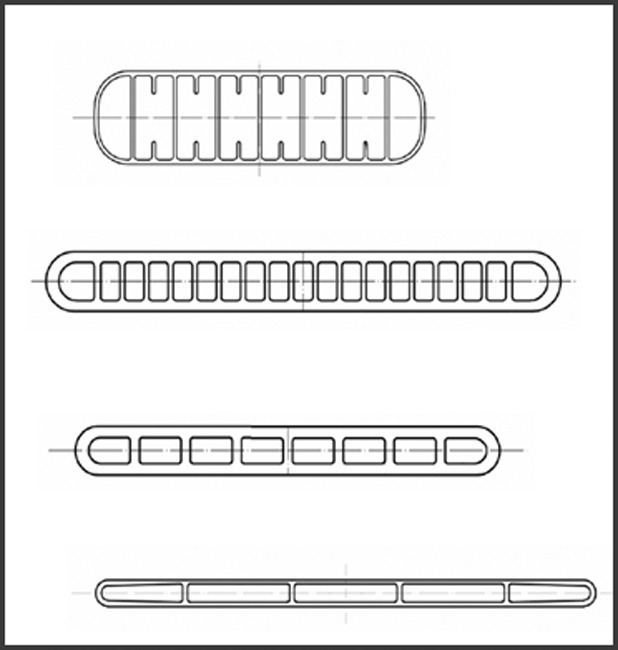
Microchannel-Wärmeaustauscher | Microchannel-Wärmeaustauscher werden in einem völlig anderen Verfahren hergestellt und entsprechen fast dem Idealbild eines lamellierten Wärmeaustauschers: Viele kleine Rohre mit kleinen Abständen. Anstatt kleiner Rohre werden jedoch beim Microchannel-Wärmeaustauscher Aluminiumstrangpressprofile verwendet, die sehr viele kleine Kanäle mit einem Durchmesser von etwa 1 mm aufweisen (s. Abbildung 3).
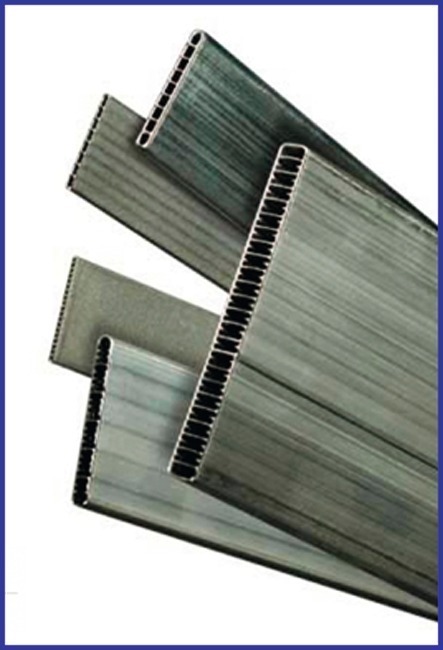
Diese Profile kann man nicht aufweiten und sie werden auch nicht in gestanzte Lamellenpakete eingeschoben. Stattdessen werden zwischen zwei eng aneinander liegenden Profilen (<1 cm) Aluminiumblechstreifen gelegt, so dass durch abwechselndes Aneinanderlegen von Blechstreifen und Profil ein Wärmeaustauscherpaket entsteht. Dieses Paket wird dann in einem Lötofen komplett verlötet (s. Abbildung 4).
Durch die engen Abstände und die kleinen Kanaldurchmesser entsteht ein Wärmeaustauscher mit einem sehr hohen Lamellenwirkungsgrad und einem sehr geringen Kältemittel-Füllvolumen (s. Abbildung 2). Die weiteren Vorteile dieser Technik sind die Vermeidung von Materialpaarungen (Korrosion), das geringe Gewicht (kein Kupfer) sowie die kompakte Bauform (typische Tiefe eines Wärmeaustauschers 20 mm).
Nachteilig ist das kompliziertere Herstellverfahren, das einen Lötofen und weitere teure Maschinen erfordert, die begrenzten Abmessungen, welche durch die Fertigungsmaschinen, insbesondere durch den Lötofen vorgegeben sind, die eingeschränkte Schaltungsmöglichkeit (Passzahl) sowie das aufwendige Anschlusssystem (Verteil- und Sammelrohr).
Der Hauptnachteil dieser Technologie ist jedoch die geringe Leistungsdichte. Zwar ist die Leistung pro m² Wärmeaustauscherfläche sehr groß. Auch die Leistung pro Materialeinsatz ist deutlich höher als bei den lamellierten Wärmeaustauschern. Aber aufgrund ihrer begrenzten Tiefe ist die Leistung je Aufstellfläche für die stationäre Kältetechnik zu gering. Hinzu kommt, dass für die hohen Leistungen die Durchmesser der Anschluss- und Sammelrohre zu klein sind, eine Vergrößerung jedoch aufgrund der geringen Festigkeit von Aluminium nur schwer zu realisieren ist. Auch die Strömungsquerschnitte der existierenden MPE-Profile würden die maximale Leistung und damit auch die Abmessung der Wärmeaustauscher zu sehr einschränken.
Entwicklung des „microox CO2-Gaskühlers“ | Die Microchannel-Technologie ist zwar seit vielen Jahren im Automotive-Bereich etabliert, sie wurde aber erstmals mit der Einführung von „microox“ auf die Bedürfnisse der stationären Kälte- und Klimatechnik hin optimiert. Eine nächste und echte Herausforderung ist der Einsatz dieser Technologie für die Anwendung mit dem Kältemittel CO2 (R744). Beim Einsatz mit diesem Kältemittel funktioniert der Wärmeaustauscher zeitweise als Verflüssiger und zeitweise als Gaskühler – die Funktion ist abhängig von der Luftumgebungstemperatur. Die Herausforderung bei R744 sind die erforderlichen hohen Betriebsdrücke (bis zu 120 bar) und Betriebstemperaturen (bis zu 150 °C). Hier müssen sowohl die MPE-Profile als auch die Sammel- und Verteilrohre eine völlig andere Geometrie aufweisen, d.h. die Wandstärken müssen deutlich höher und die inneren Querschnitte damit noch kleiner werden. Aufgrund der hohen Dichte von CO2 stellt dies zwar thermodynamisch kein Problem dar, aber für die Konstruktion und Fertigungstechnik bringt es ganz neue Herausforderungen mit sich.
MPE-Profile | Wie schon Abbildung 3 zeigt, sind die Auswahl und Gestaltungs-Möglichkeit der MPE-Profile sehr groß und es bedeutet keinen großen Aufwand, die MPE-Profile den Bedürfnissen des R744 exakt anzupassen (hohe Arbeitsdrücke und relativ kleine Massenströme).Prinzipiell kann gesagt werden, dass die Wandstärken ein wenig größer geworden sind und die Durchmesser der einzelnen Kanäle kleiner (s. Abbildung 5).
Header – Sammler und Verteiler |
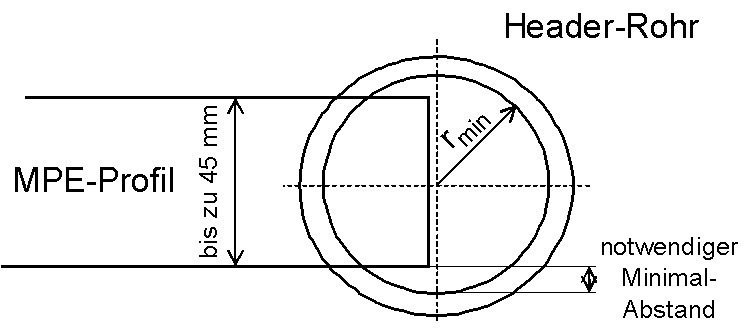
Wie bereits erwähnt, besteht ein Problem der bestehenden Microchannel-Technologie in deren relativ niedriger Leistungsdichte – bezogen auf die Aufstellfläche. Dies liegt an den geringen Blocktiefen von etwa 16 mm bis maximal 25 mm. Für die neuen „microox“-Wärmeaustauscher werden Profil- bzw. Blocktiefen von bis zu 45 mm angewendet, um eine Leistungsdichte zu erreichen, die mit den bislang eingesetzten lamellierten Wärmeaustauschern zu vergleichen ist. Beim CO2 ist dies mit mehreren Problemen verbunden. Das Hauptproblem ist, dass dann auch die Sammler und Verteiler eine entsprechende Tiefe (minimaler Radius) haben müssen (s. Abbildung 6).
Dieser minimale Radius verbunden mit Arbeitsdrücken des Kältemittels R744 ergeben dann die minimale erforderliche Wandstärke. Diese Wandstärke sollte bei einer MPE-Profil-Tiefe von 30 mm schon 7 mm sein (ein passendes Header-Rohr würde dann 46 x 7 mm sein). Man könnte andere Geometrien nutzen, aber dann würde die Wandstärke nochmals größer werden.Die großen Wandstärken stellen zwei Probleme dar: Einmal entstehen dann Probleme beim Stanzen der Eröffnungen für die einzelnen MPE-Profile.
Die zu hohe Gewichtskonzentration an einer Stelle wird dann zu Problemen beim Lötprozess führen.
Die Suche nach Lösungen kann in zwei Richtungen gehen: Verbesserung der Festigkeitseigenschaften des Materials,
oder ein neues Block-Konzept entwickeln, nach Maß rein für R744 und seine speziellen Eigenschaften.
Die erste Richtung ist eher zukunftsorientiert, weil die Entwicklung der so genannten Sandwich-Materialien immer noch nicht zu Ende ist. In Abbildung 7 ist so ein Material der Firma Hydro (eine Kombination von Aluminium und Kupfer) dargestellt. Die Kombination der Materialien kann auch anders gestaltet werden – z. B. Aluminium-Edelstahl-Aluminium.
Der zweite Weg wirkt vielversprechend, aber man muss ganz exakt die Vorteile und die Nachteile des Kältemittels R744 verstehen. Die Vorteile müssen gezielt ausgenutzt und die Nachteile minimiert werden.
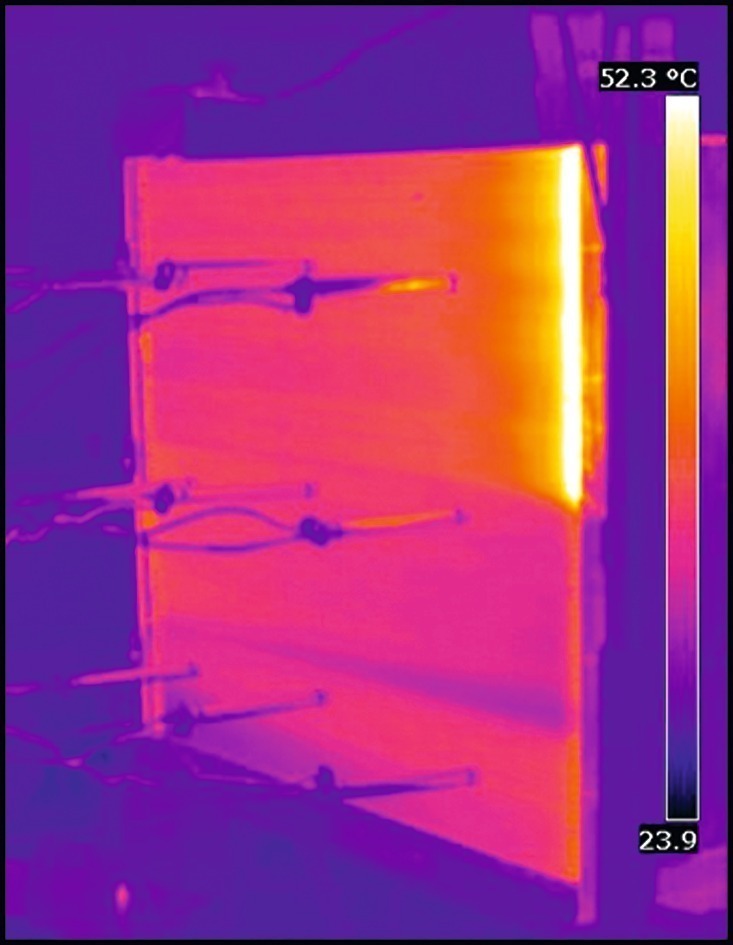
Block-Konstruktion | Durch seine spezifischen Eigenschaften erreicht das CO2-Gas am Ende der Verdichtung sehr hohe Temperaturen. Im Gaskühler wird es dann sehr stark abgekühlt (beim überkritischen Betrieb der Anlage). Das bedeutet eine hohe Temperatur-Differenz zwischen Luft- und Kältemitteleintrittstemperatur und eine sehr hohe Temperaturdifferenz zwischen Kältemittel Eintritt und Austritt (s. Abbildung 8). Wenn man sich den „microox“-Block für normale Kältemittel anschaut, sieht man, dass der Block aus mehreren Pässen besteht, und so bekommt man einen Kreuzstrom-Wärmeaustauscher (s. Abbildung 9).
Diese Verschaltung ist wegen der hohen Temperatur-Unterschiede in den einzelnen Passen bei R744 nicht möglich – es werden zu hohe thermische Spannungen entstehen und der Block würde möglicherweise auseinanderbrechen. Wenn der Block aber als ein Pass konstruiert wird, dann bekommt man nur einen Kreuzstrom-Wärmeaustauscher, der eine kleinere thermische Effektivität hat.
Fazit | Die „microox“-Technologie hat die Grenzen der bestehenden Microchannel-Technologie überwunden und den Weg in die stationäre Kältetechnik gefunden. Die nächste Herausforderung war der extreme Einsatz mit dem Kältemittel CO2, aber auch diese Hürde wurde überwunden. Die Vorteile hinsichtlich Gewicht, Füllvolumen, Kosten, Kompaktheit und weiteren Faktoren sind eindeutig und passen exakt für die Anwendung mit den Kältemittel R744. Die wenigen Nachteile sollte man nicht in den Vordergrund stellen, sondern einfache, passende und intelligente Lösungen dafür entwickeln – so war es der Fall bei der Entwicklung von CO2-„microox“. Dies ist der nächste Schritt, um die R744-Kältetechnologie weiter zu entwickeln und das Einsatzfeld dieses Kältemittels auszubreiten.