Industriekälte in einem Logistik-Frischelager
U-Rohr als Verdampfer-Abscheider-Einheit



Das Handelsunternehmen Globus hat auf dem Gelände des Globus-Logistikzentrums in Bingen am Rhein im Frühjahr 2012 ein modernes neues Frischelager mit integrierter Bäckereiproduktion eingeweiht. Den hohen Anforderungen an eine adäquate Kälteanlage wurden die Projektverantwortlichen durch eine ungewöhnliche wie effiziente Industriekälte-Lösung gerecht: Statt eines herkömmlichen NH3-Abscheiders kommt in der Kälteanlage ein U-Rohr-Abscheider und Plattenwärmetauscher zum Einsatz. Dieser ermöglicht aufgrund der geringeren Abmessungen eine kompaktere Anlagenbauform und eine wesentlich geringere Kältemittelmenge in der Anlage.
Die Stadt Bingen mit ihren rund 25 000 Einwohnern ist Teil des UNESCO-Weltkulturerbes Oberes Mittelrheintal. Bekannt ist das malerische Städtchen unter anderem durch die Geschichte um den Binger Mäuseturm, in dem angeblich der Mainzer Bischof Hatto von Mäusen gefressen wurde. Seit dem Frühjahr 2012 ist Bingen um eine industrielle Attraktion reicher: Die Globus-Gruppe, ein konzernunabhängiges und eines der führenden Handelsunternehmen Deutschlands, investierte rund 21 Millionen Euro in die Erweiterung des zentralen Logistikkomplexes vor Ort.
Durch den Ausbau hat sich die Lagerfläche für die einzelnen Warenbereiche um 10 500 m² erhöht – und damit insbesondere auch die Anforderungen an die gewerbliche Kühlung.
Neue Produkte, neue Prozesse
Die Entscheidung für die Erweiterung und das neue Frischelager ist Teil der Expansionsstrategie des Einzelhandelsunternehmens. Zur Globus-Gruppe gehören in Deutschland 43 SB-Warenhäuser, 79 Baumärkte, neun Elektrofachmärkte und ein Globus Drive. In Tschechien und Russland ergänzen 20 Vollsortimenter, in Luxemburg zwei Baumärkte die Standortanzahl. Globus beschäftigt insgesamt 32 000 Mitarbeiter. In den kommenden vier Jahren werden vier neue Globus-Märkte im Rhein-Main-Gebiet eröffnet. Damit steigen die täglichen Warenvolumina und die Anforderungen an die Logistik. Insgesamt arbeiten 630 Mitarbeiter am Standort Bingen, 160 davon im neuen Frischelager und 30 Mitarbeiter in der Bäckereiproduktion. 60 Arbeitsplätze sind durch die Erweiterung hinzugekommen.
Der 13 300 m² große Gebäudekomplex ist in zwei verschiedene Bereiche aufgeteilt: Neben dem neuen hochmodernen Kühllager für Frischeprodukte gibt es eine Bäckerei-Produktionsstätte für Baguettes und Plunderteilchen. Frischwaren wie Wurst, Molkereiprodukte oder Convenience-Produkte werden künftig in dem neuen Frischelager aufbewahrt. Durch die Umsiedlung der Frischewaren wurde dringend benötigter Platz für Obst, Gemüse und Tiefkühlkost geschaffen. 40 Lieferanten, die bisher einzelne Globus-Betriebe angefahren haben, bringen ihre Waren nun zentral nach Bingen – über 1300 neue Produkte kommen für das Logistikzentrum neu hinzu.
„Die Montagearbeiten für das Industriekälte-Projekt wurden im August 2011 begonnen, Fertigstellung der Anlage war termingerecht im März 2012“, sagt Hans Steinbach, Geschäftsleiter des Globus Logistikzentrums. „Alle beteiligten Firmen haben gut und überaus professionell zusammengearbeitet, so dass das Projekt von Anfang bis Ende nur als voller Erfolg zu bezeichnen ist“, fasst Steinbach rückblickend zusammen. Nicht selbstverständlich, denn die Anforderungen an die Planer, Ingenieure und Handwerker waren von Anfang an sehr hoch, insbesondere an das Kühlsystem.
Maßgeschneiderte
Industriekälte-Lösung
Die Funktionen des Flüssigkeitsabscheiders in einem solchen Industriekälteprojekt sind anspruchsvoll: Wichtig sind der Ausgleich von Kältemittelverlagerungen, insbesondere bei unterschiedlichen Lastfällen, die Trennung von Flüssigkeitstropfen und Dampf sowie die Sicherstellung von (nahezu) trockenem Sauggas am Saugstutzen zum Verdichter. Zusätzlich muss bei Pumpenumlauf Kavitation durch ausreichende Flüssigkeitssäule verhindert werden.
Bei einer herkömmlichen Ausführung eines U-Rohrs liegen die Nachteile in der Vielzahl der Schweißnähte, dem hohen Gewicht, der großen Stellfläche und Bauhöhe sowie der Notwendigkeit des Korrosionsschutzes. Demgegenüber steht der Vorteil, dass der Behälter Flüssigkeit aufnehmen kann. Herkömmliche Abscheider basieren auf dem Schwerkraftprinzip und trennen normalerweise die Flüssigkeit und große Tropfen ab. „Feuchter“ Dampf (Nebel) und kleinere Tropfen lassen sich jedoch nicht mittels Gravitation abtrennen.
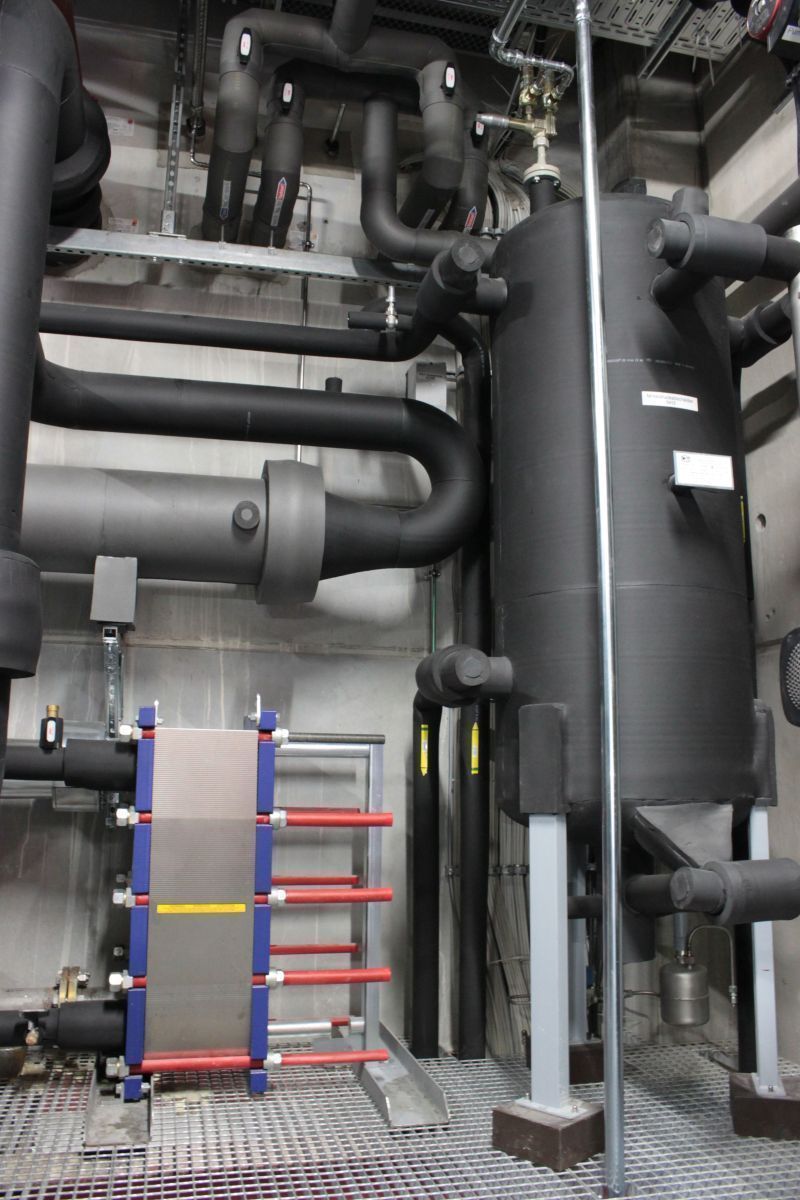
Kundenindividuelle Lösung: Der U-Rohr-Abscheider von Alfa Laval
So wurde eine ungewöhnliche wie effiziente Lösung für die Kühlung des neuen Globus-Frischelagers entwickelt: „Statt eines herkömmlichen NH3-Abscheiders kommt ein U-Rohrabscheider und Plattenwärmetauscher von Alfa Laval zum Einsatz. Dieser ermöglicht auf Grund der geringeren Abmessungen eine kompaktere Anlagenbauform und eine wesentlich geringere Kältemittelmenge in der Anlage“, sagt Dominik Moersch, Projektleiter und Geschäftsführer der Moersch - Elektro- und Kältebau GmbH aus Saarburg. Sein Unternehmen war im Rahmen des Großprojekts verantwortlich für die Installation und Montage aller kältetechnischen Komponenten, der Planung, Installation und dem Anschluss der elektrotechnischen Komponenten, der Programmierung der Alfa Laval-U-Rohrregelung und der WRG-Komponenten sowie die Inbetriebnahme der Gesamtanlage.
Zur Optimierung des Betriebsablaufs wurde eine selbsttragende Konstruktion entwickelt und implementiert, die folgende Merkmale aufweist: Komplette Verrohrung für Füllstandsregelung einschließlich Anschluss für Füllstandsüberwachung und Ölsammelbehälter. Das verwendete U-Rohr, Modell „MK 15 BWFDR - 148“, hat einen kleinen Durchmesser und die „gleitende“ Befestigung minimiert Spannungen. Werksseitig erfolgt von Alfa Laval die Druck- und Dichtigkeitsprüfung der Konstruktion. „Dem Nachteil des sehr kleinen Füllvolumens für Flüssigkeiten stehen viele Vorteile gegenüber: Wenige Schweißnähte, geringes Gewicht, geringe Stellfläche und Bauhöhe, die Verwendung von Edelstahl sowie die gute Abscheidefunktion“, erklärt Günter Saß, Verkaufsleiter Kältetechnik bei Alfa Laval.
Funktion des U-Rohr-Abscheiders
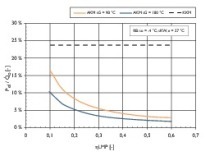
Der U-Rohr-Abscheider funktioniert durch Agglomeration, Gravitation und Zentrifugalkräfte. Bei der Agglomeration trifft die Flüssigkeit sprühförmig und in Tropfenform auf die Wandung. Aufgrund der Oberflächenspannung sammelt sich ein Teil der Flüssigkeit an der Wand. Bei der Gravitationsabscheidung werden die Tropfen durch die Schwerkraft im Laufe des Stömungsweges abgeschieden (Ammoniaktröpfchengröße: < 0,15 mm, maximale Geschwindigkeit: 60 % der Mitnahmegeschwindigkeit). Schwere Tropfen prallen im 180°-Bogen gegen die Wandung und ballen sich zusammen. Der Sattdampf strömt ungehindert weiter. Bei dieser Abscheidung durch Zentrifugalkraft bleibt die Flüssigkeit aufgrund der Oberflächenspannung an der Wandung.
Diplom-Ingenieur Günter Saß fasst den kundenspezifischen Lieferumfang und die unterschiedlichen U-Rohr-Optionen, die Alfa Laval offeriert, folgendermaßen zusammen: „Wir bieten bei U-Rohr-Konstruktionen auf Kundenwusch Isolierung für Verdampfer, Anschlüsse für Sicherheitseinrichtungen, Anschlüsse für Füllstandregelung und Ölsammelbehälter. Zur Vermeidung von Schwitzwasser auf dem Boden ist unter Umständen eine Tropfwanne sinnvoll. Zusätzliche Füße sind zur einfachen Entleerung sinnvoll.“ Bereits in der Projektplanungsphase erkannten die Verantwortlichen die Chancen eines Alfa Laval-U-Rohrs als Abscheider. „Die Verdampfer-Abscheider-Einheit bietet optimale Funktion aus einer Hand“, sagt Klima- und Kältetechnik-Experte Dominik Moersch. „Hinzu kommen die geringen Aufwendungen für Planung und Arbeitsvorbereitung sowie die kurzen Lieferzeiten von ca. sechs Wochen.“ Der Transport, die Einbringung und die Aufstellung der Konstruktion sind einfach und es fallen weniger Montageleistungen auf der Baustelle an. Dies spart Geld, weil ein Schweißer auf der Baustelle ca. 30-40 % mehr als in der Werkstatt kostet. Die geringe Kältemittlelfüllung, geringe Bauhöhen und Stellflächen, effiziente Abscheidefunktion und die CE-Zulassung nach PED waren ebenfalls Argumente, die zur Entscheidung für den Einsatz des Alfa Laval-U-Rohrs als Abscheider führten.
Eine moderne Kälteanlage auf kleinem Raum
Die Gesamtkälteleistung der Anlage beträgt 1364 kW. In der Anlage werden zwei Tiefkühl-CO2-Anlagen mit jeweils 90 kW Kälteleistung zur Kühlung des Tiefkühl-Lagers und zur Versorgung der Frosterlinien in der neuen Bäckerei verwendet. Je Anlage kommen vier Bitzer-Hubkolbenverdichter zum Einsatz, davon können jeweils zwei wechselweise mittels Frequenzumrichter drehzahlgeregelt werden. Die NH3-Kälteanlage ist mit vier offenen Schraubenverdichtern von Bitzer ausgestattet. Zwei davon können über einen Inverter drehzahlgeregelt werden. Um eine höhere Energieeffizienz zu erreichen, werden die drehzahlgeregelten Verdichter durch spezielle Permanentmagnetmotoren und Inverter angetrieben.
Der Elektro- und Kälteexperte Moersch verrät weitere Details der Anlage: Die Luftkühler im Frischelager sind über ein Solenetz an die NK-Anlage angebunden. Dadurch befindet sich kein NH3 außerhalb des Maschinenraums und ein höherer Saugdruck ist somit möglich. Es wurde ein eigenes Solenetz für die Wärmerückgewinnung gebaut. Das WRG-System nutzt die Verflüssigungsleistung aus den TK-Anlagen, der NK-Anlage sowie die überschüssige Energie aus dem Ölkühlerkreislauf zur Beheizung des Gebäudes, zur Erzeugung von Warmwasser (mittels Wärmepumpe), zur Abtauung der Luftkühler im Frischelager und zur Versorgung der Gärräume in der Bäckerei. Die aus der WRG gewonnene Energie deckt den vollständigen Heiz- und Warmwasserbedarf des Gebäudes.
Als innovatives und kreatives Unternehmen im Bereich Elektro- und Kältebau verfolgte Elektro Moersch gemeinsam mit Alfa Laval bei der Planung der Anlage und der Umsetzung eine klare Zielsetzung. „Durch den Einsatz des U-Rohrabscheiders wurde die erwünschte kompakte Anlagenbauweise ermöglicht. Eine hohe Umweltverträglichkeit wird durch den Einsatz der natürlichen Kältemittel NH3 und CO2, durch die Einsparung von NH3 durch den Einsatz des U-Rohr-Wärmetauschers und die Anbindung der Luftkühler über ein Solenetz erreicht. Und schließlich war eine hohe Energieeffizienz ein verbindliches Ziel, das im Rahmen des Projektes in mehrfacher Hinsicht übererfüllt wurde. Dies gelang durch den Einsatz von drehzahlgeregelten Permanentmagnetmotoren mit einem sehr guten Motorwirkungsgrad von über 96 % und einem sehr weiten Regelbereich, durch einen hohen Saugdruck von -5 °C auf Grund der solegekühlten Luftkühler (bei Soletemperaturen von etwa -2 °C), durch den Einsatz von drehzahlgeregelten EC-Ventilatoren an den Rückkühlern, durch die Wärmerückgewinnung und durch genaue Anpassung der Heizleistung an den Leistungsbedarf mittels einzelner Regelkreise“, resümiert Dominik Moersch.
Entsprechend positiv fällt auch das Fazit von Günter Saß aus: „Das U-Rohr als Verdampfer-Abscheider-Einheit kostet weniger als herkömmliche Flüssigkeitsabscheider, bietet bessere Separationseigenschaften und reduziert den Bedarf an Ingenieursleistung, Materialbedarf und Koordination vor Ort. Es bietet eine optimale Lösung für Alfa-Laval SWPHEs in Bezug auf Flüssigkeitssäule und Druckverlust. Weil es ‚durch Türen geht‘, ist das U-Rohr raum- und gewichtssparend. So konnten die hohen Anforderungen des Kunden rundum erfüllt werden.“
Service und vertrauensvolle Kooperation in jeder Projektphase
Lutz Hering ist Geschäftsführer der compact Kältetechnik GmbH aus Dresden. Sein Unternehmen war in Bingen verantwortlich für die Konstruktion und Montage der Maschinenanlagen TK und NK. Dem Diplom-Ingenieur zufolge waren es mehrere Faktoren, die zur Entscheidung für die Produkte und Lösungen von Alfa Laval beim Einsatz in dieser Anlage zur Solekühlung in einem Großverbrauchermarkt führten: „Für dieses Projekt sollte Ammoniak als Kältemittel eingesetzt werden. Die Anforderungen an Baugröße und Füllmenge im neuen Frische- und Logistikcenter in Bingen sprachen für den Einsatz dieser relativ neuen Technik. Nicht zuletzt ging es um eine umweltfreundliche Anlage mit guten energetischen Werten, umweltfreundlichen Kältemitteln und kleinen Füllmengen.“ In diesem Fall kam es darauf an, den Verdampfer in ein Maschinengestell zu integrieren. Das war durch die relativ kleinen Abmessungen möglich. Servicequalität war ebenfalls ein entscheidender Faktor für den compact-Kältetechnik-Chef: „Generell gibt es einen guten technischen Support von Alfa Laval. Außendienst und Monteure kommen auch vor Ort auf Baustellen, um Unterstützung zu geben und Probleme zu beurteilen. Unsere hohen Erwartungen wurden auch im Bingen-Projekt wieder einmal rundum erfüllt.“
Dies bestätigt den Ansatz von Alfa Laval „First choice for service“, bei dem Kunden und Partner kompetente Unterstützung von einem erfahrenen Servicepartner erhalten, der viel mehr leistet, als nur da Probleme zu lösen, wo sie auftreten. „Für Alfa Laval bedeutet echter Service, die Rolle jedes einzelnen Elements in dem Gesamtprozess zu kennen und zu verstehen. Unsere Leistungen können wir somit optimal auf Kunden- und Projektbedürfnisse anpassen“, sagt Günter Saß. Der Erfolg spricht für einen solchen Ansatz, wie auch Lutz Hering bestätigt: „Wir pflegen bereits seit über zehn Jahren eine intensive Geschäftsbeziehung mit Alfa Laval, vor allen auf dem Gebiet der Platten- und Rohrbündel-Wärmetauscher. Die gute vertrauensvolle Zusammenarbeit und die Produkte überzeugen uns immer wieder. Die Produkte von Alfa Laval sind qualitativ sehr gut und es gibt eine große Produktpalette die flexible, individuelle Lösungen ermöglichen.“ So auch im gemeinsamen Projekt in Bingen: „Der U-Rohr Verdampfer von Alfa Laval ist eine gute Lösung für Kälteanlagen zur Wasser- und Solekühlung in überfluteter Betriebsweise. Vorteile sind die geringe Kältemittelfüllmenge und die kleinen Abmessungen im Vergleich zu herkömmlichen Verdampfer/Abscheider-Systemen.“ Der Planung und Inbetriebnahme des hochmodernen Globus-Frischelagers mit integrierter Bäckereiproduktion werden noch viele gemeinsame Projekte folgen – da sind sich alle Beteiligten sicher.