Auch kleinste Kältemittel-
und Flüssigkeitslecks entdecken
Ein Leitfaden für verbesserte Prozesssicherheit
und Flüssigkeitslecks entdecken
 Quelle: iStock.com/ kynny
Quelle: iStock.com/ kynny
 Quelle: INFICON GmbH
Quelle: INFICON GmbH
 Quelle: INFICON GmbH
Quelle: INFICON GmbH
 Quelle: INFICON GmbH
Quelle: INFICON GmbH
 Quelle: INFICON GmbH
Quelle: INFICON GmbH
 Quelle: INFICON GmbH
Quelle: INFICON GmbH
 Quelle: INFICON GmbH
Quelle: INFICON GmbH
 Quelle: INFICON GmbH
Quelle: INFICON GmbH
 Quelle: INFICON GmbH
Quelle: INFICON GmbH
 Quelle: INFICON GmbH
Quelle: INFICON GmbH
Die Anforderungen an die Dichtheit von Kälte- und Klimaanlagen sind hoch. Einerseits, um ihre Funktionstüchtigkeit im Betrieb zu gewährleisten, und andererseits ist die Dichtheit der Anlagen grundlegend, um ein Austreten umwelt- und klimaschädlicher Kältemittel in die Umwelt zu verhindern. Die F-Gase-Verordnung hat die Dichtheitsanforderungen sukzessive immer weiter verschärft. Leider sind viele der derzeit gängigen Prüfmethoden nur bedingt oder gar nicht geeignet, um die geforderte Dichtheit tatsächlich zu gewährleisten.
Ziel der EU-Verordnung EU-VO 517/2014 ist die schrittweise, signifikante Reduzierung der Treibhausgasemissionen, insbesondere der fluorierten Treibhausgase (F-Gase). Sie gilt sowohl für Kälte- und Brandschutzanlagen als auch für Kühlschränke und Wärmepumpen. Um diese Ziele zu erreichen, sind in der VO mehrere Instrumente vorgesehen, wozu auch die Erweiterung der Dichtheitsanforderungen und Zertifizierungen von Unternehmen und Personal zählen. Zu den geänderten Dichtheitsanforderungen gehören Bemessungsgrenzen für die Füllmengen und Dichtheitskontrollen inklusive Aufzeichnungspflicht. Die Prüfintervalle sind vorgeschrieben und variieren je nach Kältemittel und Füllmenge. Ab einer Füllmenge von 500 Tonnen CO2-Äquivalent wird zudem der Einsatz eines Leckage-Erkennungssystems obligatorisch, das selbst auch regelmäßig zu überprüfen ist. Betreibern von F-Gase-Anlagen obliegt es zudem, Leckagen unverzüglich zu beheben und innerhalb einer Frist durch eine zertifizierte Fachkraft überprüfen zu lassen.
Dichtheitsanforderungen für kältemittelführende Komponenten
In der Regel darf der Kältemittelverlust pro Jahr nur wenige Gramm betragen. Zusätzlich zur Umweltgesetzgebung kommen zumeist noch die eigenen Qualitätsansprüche der Hersteller. Kühlkreisläufe mit nur kleiner Füllmenge erfordern logischerweise auch kleinere, zulässige Leckageraten. Eine Leckagerate pro Jahr von drei Gramm Kältemittel beispielsweise entspricht je nach Art des Mittels einer Prüfgas-Leckagerate – ob Luft, Helium oder Formiergas – von etwa 3∙10-5 mbar∙l/s.
Gängige Prüfmethoden auf dem Prüfstand
1.) Druckabfallprüfung
Die Nachweisgrenzen werden gar nicht erreicht
Die Messung des Druckabfalls ist wohl die am häufigsten anzutreffende Prüfmethode. Das liegt vermutlich daran, dass sie einfach und schnell durchzuführen scheint und keiner großen Investitionen bedarf. Oft wird hierzu einfach ein analoges Manometer an den zu prüfenden Kältekreis angeschlossen. Die Nachweisgrenzen der Methode liegen im besten Fall bei zirka 5∙10-2 bis max. 1∙10-3 mbar∙l/s. Damit ist die Druckabfallprüfmethode aber um den Faktor 100 zu ungenau für die Dichtheitsanforderung an einen Kältekreis. Nötig wäre vielmehr eine Dichtheitsprüfung gegen Grenzleckraten in einer Größenordnung von 10-5 mbar∙l/s.
Das Problem mit der Ablesegenauigkeit
Ein weiteres Problem: Die gängigen analogen Manometer haben meist eine große Skalierung bis 20 bar. Der kleinste ablesbare Druckabfall von einer Zeigerbreite liegt dann im Bereich von etwa 50 mbar. Ein Druckabfall in dieser Größenordnung tritt zum Beispiel in der Zeit von einer Stunde für ein System mit zwei Litern Füllvolumen auf, wenn die Leckagerate 2,8∙10-2 mbar∙l/s beträgt. Zur Erinnerung: Die für Kältemittel zulässige Leckagerate liegt im Bereich von 10-5 mbar∙l/s. Das heißt, dass der Druckabfall, den man gerade noch ablesen kann, bereits um den Faktor 1.000 größer ist als die Grenzleckrate, gegen die man eigentlich prüfen müsste.
Temperatur und Druck beeinflussen sich gegenseitig
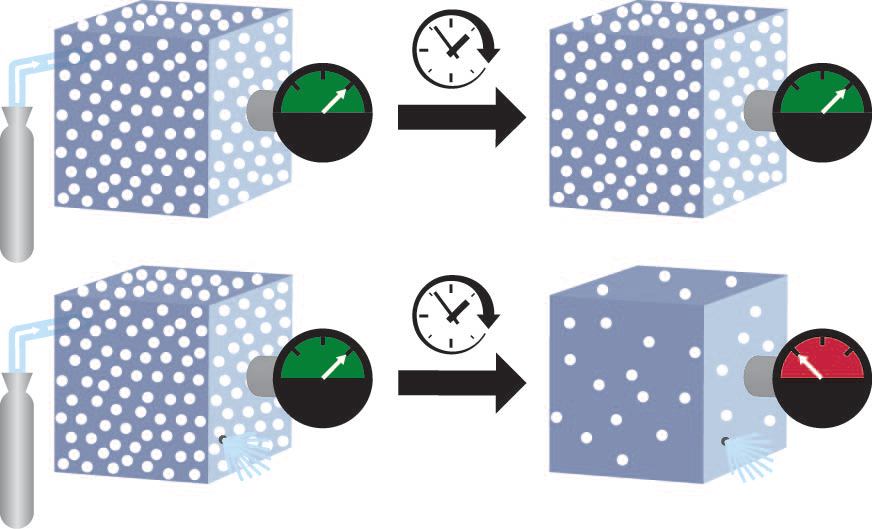
Eine Temperaturänderung während der Messung führt überdies zu einem verfälschten Messergebnis, da zwischen beiden Parametern ein proportionaler Zusammenhang besteht. Das Prinzip der Druckabfallprüfung: Der Prüfling ist bis zu einem definierten Überdruck mit Prüfgas gefüllt, das durch vorhandene Lecks entweicht, wodurch der Druck sinkt. Wenn sich jedoch während dieser Messung der Druck infolge eines Temperaturanstiegs erhöht, werden eventuelle Leckagen einfach übersehen. Diese Abhängigkeit des gemessenen Drucks von der Temperatur ist bei Prüfungen von Kälte- und Klimaanlagen besonders kritisch, denn einerseits beinhalten diese oft Wärmetauscher, die durch ihre große Oberfläche den Druck bereits bei kleinsten Temperaturschwankungen beeinflussen. Andererseits haben Kältekreise in der Regel einen Betriebsdruck von 3 bis >15 bar. Um praxisrelevante Testergebnisse zu erhalten, muss auch der Prüfdruck in diesem Bereich liegen. Befüllt man nun den Kältekreis mit dem Prüfgas, dann führt die Druckerhöhung von 15 bar und mehr dazu, dass sich der Kältekreis deutlich erwärmt. Während der Messung kühlt er dann kontinuierlich wieder ab. Eine störende Temperaturschwankung ist somit unvermeidbar. Die Folge sind endlos lange Stabilisierungszeiten.
Somit ist die Druckabfallprüfung doppelt ungeeignet. Neben der unzureichenden Genauigkeit erfordert sie auch noch viel Zeit. Überdies ist eine Lokalisierung des Lecks nicht möglich.
2.) Druckanstiegsprüfung
Der Prüfdruck ist zu gering
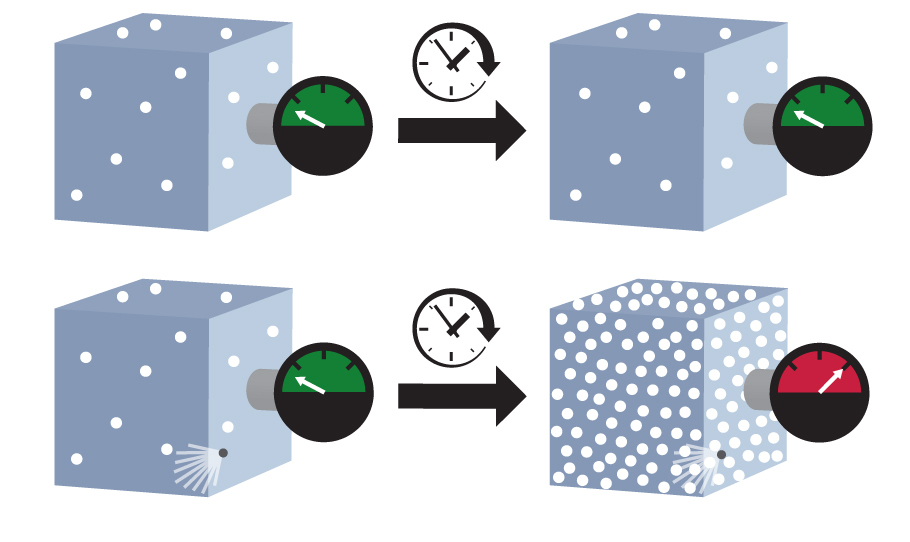
Auch die Druckanstiegsmethode kommt bei gängigen Kältemittel-Füllanlagen häufig zur Anwendung. Das liegt vor allem daran, dass im System, um es zu befüllen, vorab immer Vakuum erzeugt wird. Nimmt man nach der Evakuierung und vor der Befüllung die Dichtheitsprüfung vor, lässt sich ein Arbeitsschritt einsparen. Bei der Druckanstiegsmethode wird also zunächst das Prüfteil evakuiert. Steigt der Druck im System dann innerhalb der definierten Messzeit an, so ist dies auf vorhandene Leckagen zurückzuführen. Aufgrund des Vakuums sind Temperaturschwankungen für diese Prüfmethode weniger relevant.
Allerdings kann der Druckunterschied bei dieser Prüfung nur maximal 1 bar betragen – der Differenz zwischen dem atmosphärischen Druck der Umgebung und dem Vakuum in Inneren des Prüfteils. Relevante Leckagen, die erst bei Betriebsdruck von gleich oder größer 15 bar auftreten, kann man mit diesem Druckunterschied von einem bar kaum finden.
Keine einsatztypischen Prüfbedingungen
Komponenten und Bauteile in der Kälte- und Klimatechnik sind unter Betriebsbedingungen in der Regel mit Überdruck beaufschlagt. Die Druckanstiegsmethode findet jedoch unter Unterdruck statt, also genaugenommen in falscher Druckrichtung. Laut DIN 1779 Punkt 8.4.2 soll die Prüfrichtung jedoch möglichst den Betriebsbedingungen entsprechen.
Auch die Druckanstiegsmessung ist daher ungeeignet, um die Dichtheitsanforderungen der Kälte- und Klimaindustrie abzudecken. Sie stellt, ebenso wie die Druckabfallprüfung, höchstens eine günstige Möglichkeit zur Grobleckkontrolle dar. Daher sollte sie allenfalls eine Ergänzung zu anderen, genaueren Prüfmethoden sein.
3.) Schaumprüfung
Unzureichende Nachweisgrenzen
Um Leckagen zu lokalisieren, kommt häufig Lecksuchspray zum Einsatz. Dafür sprüht der Prüfer potenzielle Leckstellen mit einem Netzmittel ein. Im Falle eines Lecks tritt Luft aus, und es bilden sich sichtbare „Seifen-Bläschen“. Neben der einfachen Anwendung ist die Beliebtheit von Lecksuchspray wohl vor allem psychologisch zu begründen. Viele Menschen trauen vor allem den eigenen Augen. Die eigene Wahrnehmung scheint – oft unbewusst – vertrauenswürdiger als eine abstrakte technische Messanzeige. Und Lecksuchspray gibt eine scheinbar eindeutige, visuelle Rückmeldung über das Vorhandensein eines Lecks. Allerdings lassen sich so nur Leckagen bis etwa 1∙10-3 mbar∙l/s nachweisen. Deshalb ist Lecksuchspray im Hinblick auf die Dichtheitsanforderungen an Kältekreise ungeeignet, da es um den Faktor >100 zu ungenau ist.
Nicht erreichbar oder nicht sichtbar
Problematisch an dieser Methode ist es zudem, wenn das Lecksuchspray nicht ausreichend am Prüfteil haftet und wieder abtropft oder wenn es im Falle von Groblecks infolge des hohen Drucks der austretenden Luft bereits weggeblasen wird, bevor es überhaupt zur Blasenbildung kommt. Für schwer zugängliche oder nicht einsehbare Stellen ist die Schaumprüfung verständlicherweise überhaupt nicht geeignet.
Mehrarbeit, selbst bei guten Prüfergebnissen
Nach dem Einsatz von Lecksuchspray muss man Teile wieder reinigen. Sie lassen sich wegen der seifigen Rückstände unter Umständen nicht direkt nacharbeiten. Dieser Reinigungsaufwand fällt natürlich immer an, auch wenn das Bauteil die Dichtheitsanforderungen erfüllen konnte.
4.) Das Kältemittel als Prüfgas
Nicht erlaubt
Es ist vereinzelt Usus, nach einer Druckabfallprüfung Kältemittel in den Kältekreis einzufüllen, um dann mit einem Kältemittel-Lecksuchgerät den Ort der Leckage zu bestimmen. Viele Normen, wie etwa DIN EN 378-2 Punkt 6.3.3.3, schreiben jedoch vor, dass der Kältekreis erst dann mit Kältemittel befüllt werden darf, wenn die Dichtheit des Systems gewährleistet ist. In diesen Fällen verbietet sich der Kältemitteleinsatz zur Lokalisierung von Leckagen also von Vornherein.
Zusätzlicher Aufwand
Bei den Prüfungen, in denen Kältemitteleinsatz zur Lokalisierung von Leckagen gestattet ist, füllt man bewusst Kältemittel in ein undichtes System. Im Anschluss an die Prüfung ist dann das Kältemittel wieder aus dem Prüfkreislauf zu entfernen und zu recyceln – was zusätzliche Aufwände und Kosten verursacht.
5.) Einfache, mobile Lecksuchgeräte
Fürs Feld geeignet, für die Fertigung nicht
Am Markt gibt es eine Vielzahl von einfachen, kompakten Handheld-Lecksuchgeräten, die mit gängigen Kältemitteln arbeiten. Auch Inficon bietet solche Servicetools an. Alle diese Geräte sind für den Vor-Ort-Serviceeinsatz auf Baustellen konstruiert und dafür optimiert. Sie sind kompakt, leicht zu transportieren und mit einer einfachen, günstigen Sensortechnologie ausgestattet, mit der sich relativ große Leckagen vor Ort lokalisieren lassen. Diese Servicegeräte sind jedoch kaum in der Lage, die Anforderungen in Produktionsszenarien abzudecken. So können sie die Größe von Leckagen nicht bestimmen, weil sie nicht kalibrierbar sind – obgleich das Display von so manchem Gerät mit seinen Zahlenwerten das Gegenteil suggeriert. Weder die Nachweisempfindlichkeit noch das Ansprechverhalten dieser Servicegeräte reichen an die Leistungsfähigkeit von Produktionslecksuchern heran. Außerdem sprechen ihre Sensoren häufig auch auf andere Stoffe an, was zu Querempfindlichkeiten führt.
Eine effiziente, genaue und prozesssichere Lecksuche, wie sie in Produktionsumgebungen gefordert ist, wird mit Service-Lecksuchgeräten nicht erreicht. Im besten Fall entsteht ein deutlich höherer Zeit- und Kostenaufwand. Im Worst Case werden Lecks nicht gefunden. Reklamationen, Folgekosten, Imageverluste und selbst strafrechtliche Konsequenzen können die Folge sein.
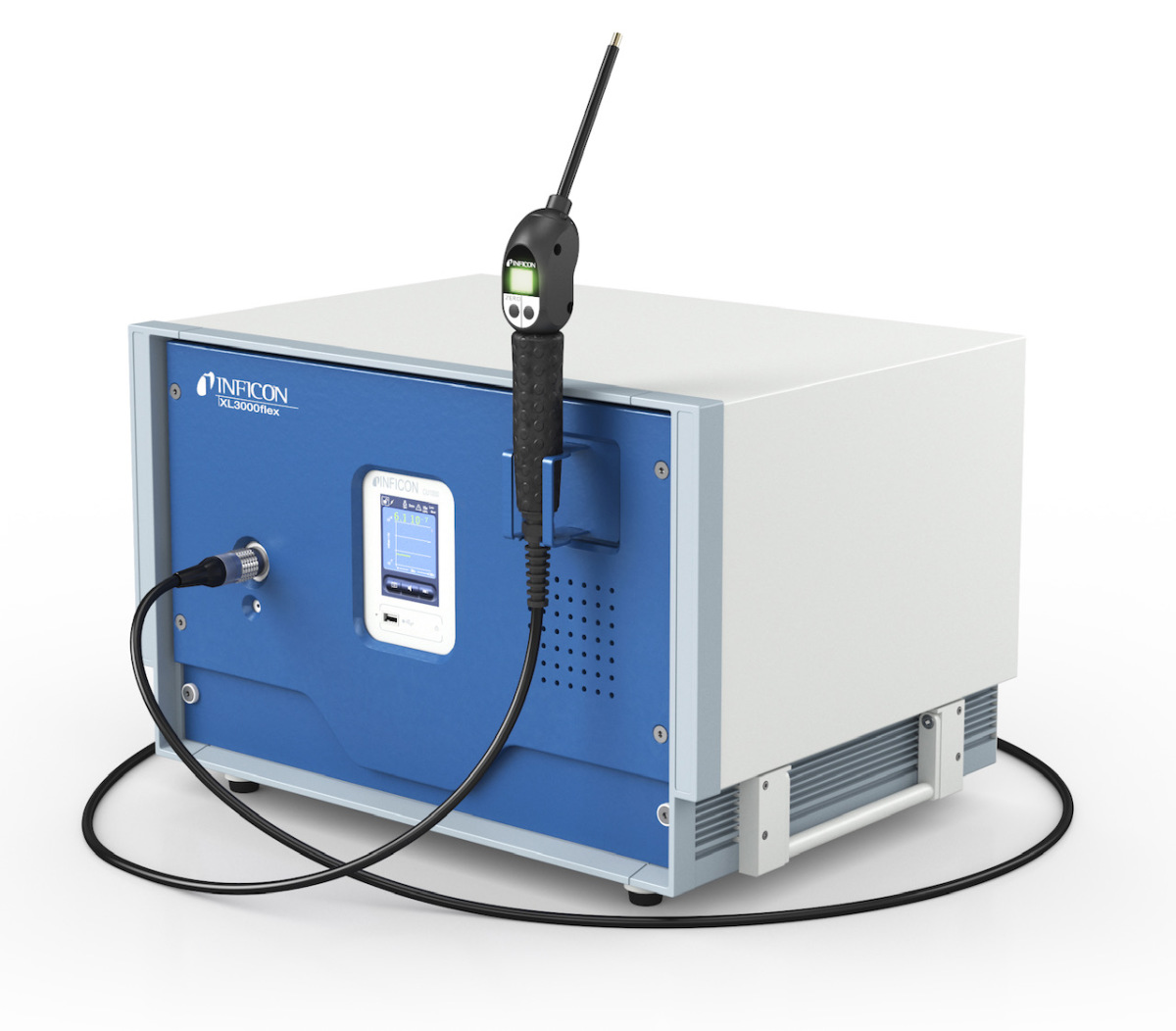
Moderne Prüfgasverfahren
Wirklich geeignet, um eine Dichtheitsprüfung in der Produktion der Kälte- und Klimabranche zu realisieren, sind Prüfgeräte, die mit Massenspektrometern oder anderen sehr empfindlichen Sensor-Techniken, etwa der Wise-Technologie, arbeiten. Für diese Geräte stellen die sehr kleinen Grenzleckraten, gegen die in der Kälte- und Klimabranche geprüft werden muss, keinerlei Problem dar. Inficon (www.inficon.com) bietet ein breites Spektrum an Prüfgas-Lecksuchgeräten, die speziell für den anspruchsvollen Einsatz in Produktionsumgebungen optimiert sind. Das neu entwickelte Schnüffellecksuchgerät „XL3000flex“ beispielsweise ist speziell auf die Anforderungen der Kälte- und Klimaindustrie abgestimmt und bietet ein Höchstmaß an Prozesssicherheit. Dafür gibt es insbesondere drei Gründe:
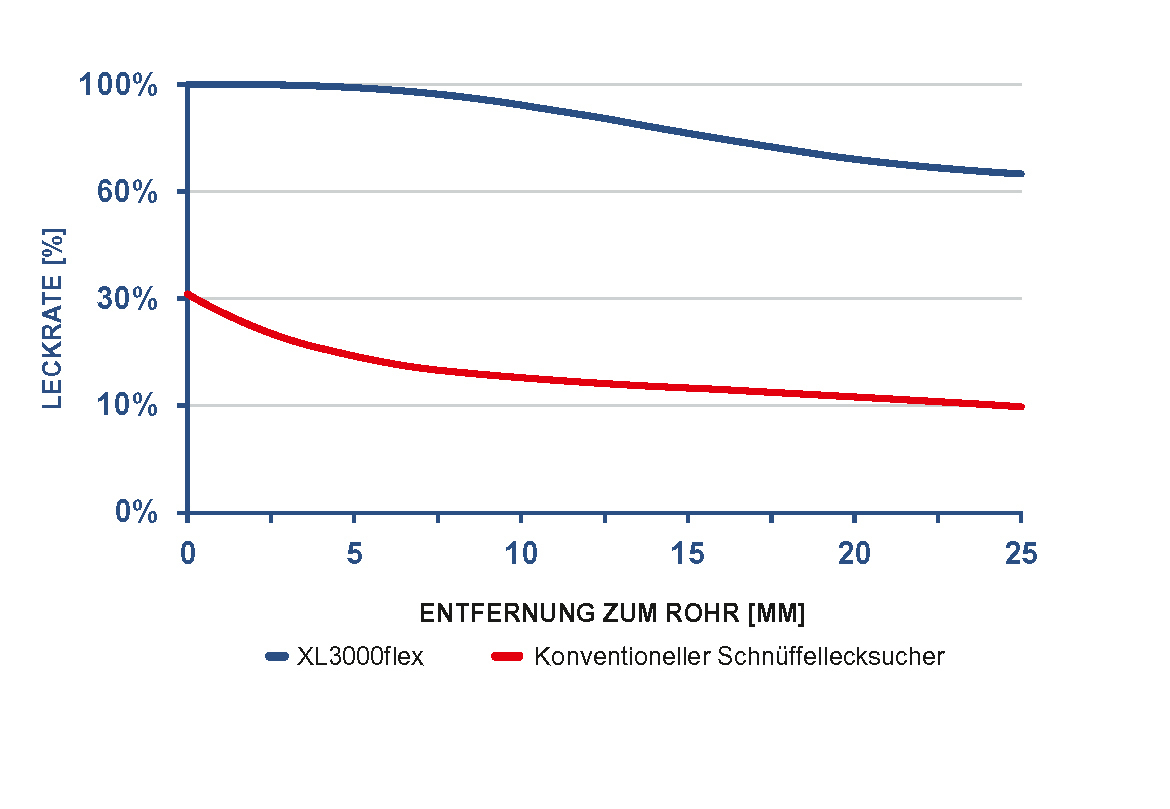
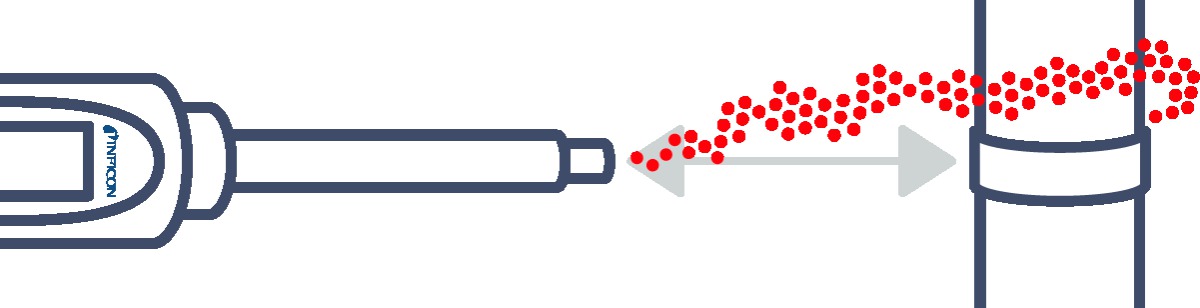
Das Gerät saugt das Prüfgas mit einem sehr hohen Volumenstrom von bis zu 3000 Standardkubikzentimeter pro Minute (sccm) an. Das ist im Vergleich zu herkömmlichen Geräten der bis zu 50-fache Wert. Die Konsequenz: Austretende Prüfgaswolken werden immer sicher erfasst, und Leckagen lassen sich auch aus größerer Entfernung zuverlässig detektieren. Die Prüfung wird dadurch weit weniger bedienerabhängig, sie verzeiht eine ungenaue Handhabung, und sie erkennt Leckagen selbst dann, wenn sie sich an schwer zugänglichen Stellen befinden.
Das Gerät zeichnet sich durch eine besonders gute Grobleckverträglichkeit und eine sehr hohe Verfügbarkeit aus. Durch ein robustes, sehr widerstandsfähiges Massenspektrometer sind kontaminationsbedingte Ausfallzeiten durch eine schnell wiederhergestellte Messbereitschaft praktisch ausgeschlossen. Das Massenspektrometer hat zudem eine ausgezeichnete Messempfindlichkeit selbst bei größeren Distanzen. Als Prüfgase eignen sich sowohl Helium als auch das kostengünstigere Formiergas – ein Gemisch aus 95 % Stickstoff und 5 % Wasserstoff. Durch Schweißprozesse und Gabelstaplerverkehr kann es allerdings zu einer Verunreinigung der Umgebung mit Wasserstoff kommen, der je nach Menge die Genauigkeit der Messungen beeinflussen kann.
Durch seine vielen Kommunikationsschnittstellen nach modernsten Industriestandards ist das Gerät für die Vernetzung und Automatisierung gerüstet. In der nahen Zukunft wird sogar ein Roboter – oder ein zweiarmiger Cobot – in Verbindung mit einem optischen System die Dichtheitsprüfung mit dem Gerät durchführen können. Die Vorteile der Automatisierung: noch höhere Effizienz, weniger bedienerabhängige Fehler und eine äußerst zuverlässige Leckortung.
Fazit
In der Kälte- und Klimatechnik sind die Anforderungen an die Dichtheit besonders hoch, weil kein umwelt- und klimaschädliches Kältemittel entweichen darf. Es sind kleinste Lecks, die bereits einen unerwünschten Kältemittelverlust von nur wenigen Gramm pro Jahr verursachen. Solch kleine Lecks in der Größenordnung von 10-5 mbar∙l/s lassen sich mit vielen der unverändert gängigen Dichtheitsprüfmethoden aber weder nachweisen noch lokalisieren. In der Fertigung von Kälte- und Klimaanlagen, insbesondere bei der Vorprüfung von Komponenten oder verbauten Teilen, empfehlen sich darum Prüfgasmethoden. Im Idealfall arbeiten die Prüfgas-Lecksuchgeräte, die dabei zum Einsatz kommen, mit einem hohen Saugstrom. Dies reduziert die Bedienerabhängigkeit der Prüfung maßgeblich, und die Prozesssicherheit steigt signifikant.





