Notwendige Vorarbeiten
Kälte- und Klimaanlagen richtig dämmen (Teil 3/6)








Um Fehlstarts bei der Verarbeitung elastomerer Dämmstoffe zu vermeiden, sollte der Kälteanlagenbauer unbedingt mit dem richtigen Rüstzeug an den Start gehen. Denn gutes Werkzeug und die Einrichtung eines Arbeitsplatzes sind bei der Armaflex-Verarbeitung die halbe Miete. Dass sich eine gute Vorbereitung lohnt und später als echter Zeitgewinn erweist, zeigen auch die weiteren Tipps im dritten Teil unserer Artikelserie zur Verarbeitung elastomerer Dämmstoffe im Kälte-/Klimabereich.
Einrichtung eines Arbeitsplatzes |
So banal es auch klingen mag, aber die Einrichtung eines Arbeitsplatzes auf der Baustelle ist leider noch nicht zur Selbstverständlichkeit geworden. Dazu sollte ein einfacher Klapptisch aufgestellt oder alternativ eine Schaltafel auf zwei Böcken aufgelegt werden. Ein solcher Arbeitsplatz dient nicht nur der komfortableren Arbeitssituation bei der Herstellung von „Armaflex“-Formteilen, sondern vor allem der Sauberhaltung des Dämmstoffs. Werden Schläuche und Platten auf dem schmutzigen Fußboden auf der Baustelle zugeschnitten, erhöht sich das Risiko von Fehlverklebungen. Staub ist der größte Feind einer guten Verklebung und mit der sicheren Verklebung steht und fällt die Verarbeitungsqualität jeder Elastomerdämmung (Teil 2 dieser Serie „Die fachgerechte Verklebung“ in KKA 02/2010 unter www.kka-online.info im Archiv).
Zur Einrichtung eines Arbeitsplatzes gehören gute Lichtverhältnisse (ggf. eine Arbeitsleuchte einsetzen), scharfe Messer, geeignete Pinsel und Rollen sowie eine „Klebestation“, die aus dem Kontaktkleber, Spezialreiniger und einem Tuch oder Papier zur Pinseltrocknung besteht. Insbesondere für die Erstellung von Zuschnitten aus „Armaflex“-Plattenmaterial sollte der Arbeitsplatz eine Fläche von mindestens 1 m² besitzen.
Zu den wichtigsten Vorarbeiten gehört auch das gründliche Aufrühren des Kontaktklebers. Da die schweren Bestandteile (Feststoffe) in diesen Klebesystemen auf den Grund des Gebindes sinken, müssen sie vor Beginn der Arbeiten gut mit den leichteren Bestandteilen vermischt werden. Man spricht dabei auch von einer Aktivierung des Klebers. Falls durch das Aufrühren zuviel Luft eingetragen werden sollte (Bläschenbildung), empfiehlt sich das Einhalten einer gewissen Evakuierungszeit – einer Wartezeit, die das Aufsteigen und Ausgasen der Luftblasen erlaubt.
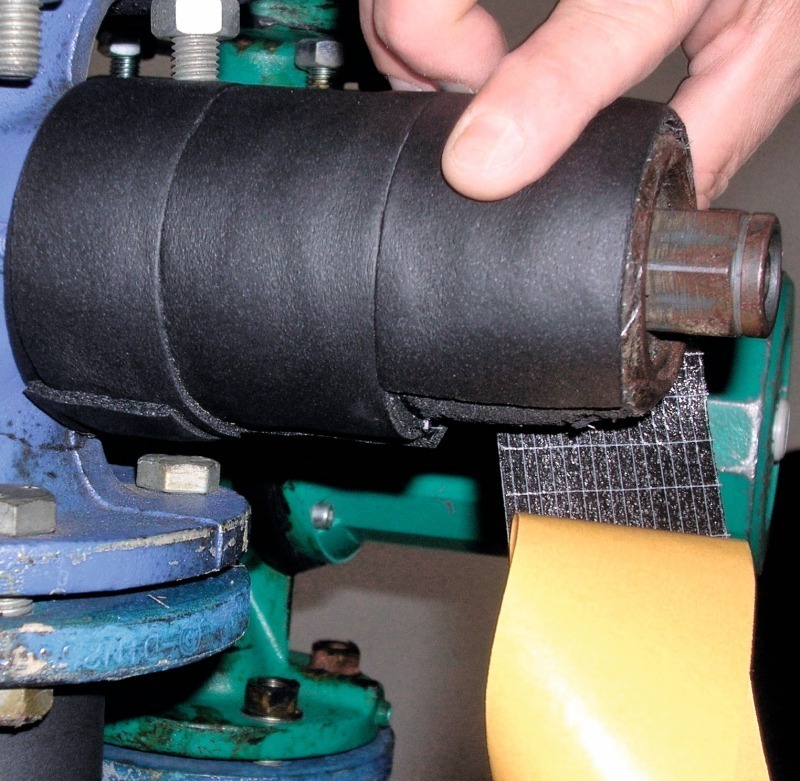
Reinigung von Objekten | Vor der Montage von Plattenzuschnitten oder dem Aufziehen von elastomeren Schläuchen auf Rohren sind die Leitungen sorgfältig mit einem Tuch zu reinigen. Diese Maßnahme ist insbesondere bei der Verarbeitung selbstklebender Materialien unverzichtbar. Erst dann wird die Naht verklebt. Zur Entfettung und zum Entfernen auch hartnäckiger Verschmutzungen sollte der entsprechende Spezialreiniger Verwendung finden. An dieser Stelle ein Hinweis zu Vorarbeiten beim Einsatz selbstklebender Schläuche: Wird der Überstand der Selbstklebebeschichtung mit Abdeckstreifen gegen die Stirnseite des Schlauches gedrückt, lässt sich die Abdeckfolie einfacher lösen und der Schlauch kann anschließend auf die Leitung gezogen werden. Alternativ erleichtert auch ein Zusammenpressen der Schlauchwandung im Bereich der Beschichtung das Ablösen des Abdeckstreifens.
Sehr wichtig ist eine gründliche Oberflächenreinigung auch bei der Dämmung von Behältern und Luftkanälen, die häufig einen Fettfilm aufweisen. Im Zuge der Reinigungsarbeiten lassen sich Unverträglichkeiten zwischen Farbanstrichen von Anlagenkomponenten und Korrosionsschutzbeschichtungen mit den Verklebungssystemen erkennen. Reiniger und Kleber sind aufeinander abgestimmt und beinhalten die gleichen Lösungsmittel. Eine Unverträglichkeit bei der Reinigung, die sich z.B. durch einen Abbeizeffekt zeigt, sollte ein Warnhinweis sein und Maßnahmen zur Herstellung einer Kompatibilität nach sich ziehen.
Vorbereitung von Endstellenverklebungen | Überall dort, wo eine Dämmung endet, sollte besonders sorgfältig „vorgearbeitet“ werden. So empfiehlt sich am Ende einer Ventilspindel, bei der in aller Regel ein Stutzen den Abschluss der Dämmung bildet, die Verklebung eines selbstklebenden „Armaflex“-Bands auf dem gereinigten metallischen Untergrund. Dabei ist darauf zu achten, dass das Band nicht gezogen und mit hohem Anpressdruck aufgebracht wird. Sollten wider Erwarten Haftungsprobleme auftreten, kann die Haftfähigkeit durch einen dünnen Kleberauftrag verbessert werden, der vor der Verklebung des selbstklebenden Bands allerdings durchgetrocknet sein muss. Der Vorteil des aufgeklebten „Armaflex“-Bandes liegt auf der Hand: Es bildet einen elastomeren Untergrund und somit eine hervorragende Basis für klebetechnische Verbindungen, z.B. zu angrenzenden Stutzenausschnitten.
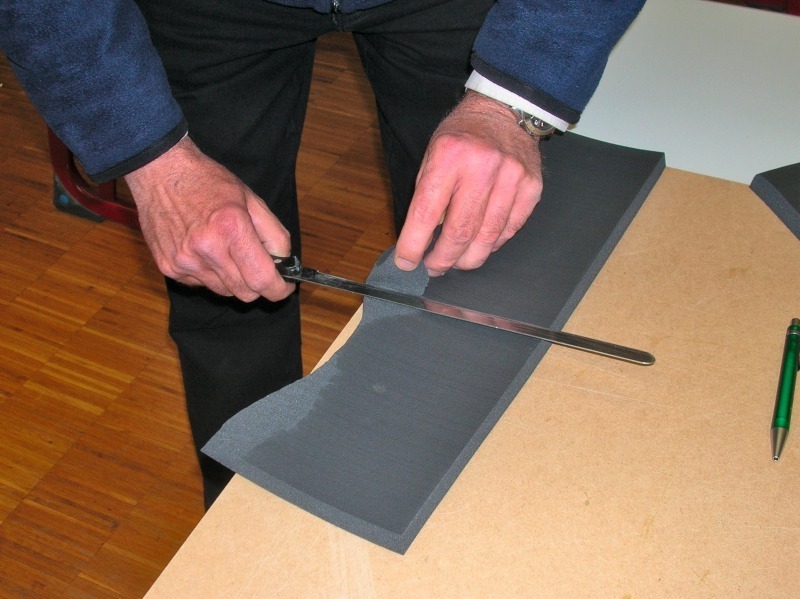
Anschrägen von Zuschnitten | Um ein optimales Anliegen von „Armaflex“-Stutzen an die Dämmung der Hauptleitung zu erreichen, ist das Anschrägen von Zuschnitten insbesondere bei 90 °-, 60 °- und 45 °-Abzweigen notwendig. Das betrifft auch den typischen Ventilstutzen zur Ventilspindeldämmung. Durch Anschrägen im falschen Winkel oder eine mangelhafte Ausführung beim Schneiden des Materials kommt es in diesen Bereichen oft zu Fehlverklebungen. Das kann dazu führen, dass die zur Tauwasserverhinderung berechnete Dämmschichtdicke an diesen neuralgischen Punkten unterschritten wird. Das Anschrägen erfolgt in der Praxis häufig erst nach dem Ausschneiden des Formteils. Bei dieser Verarbeitungsmethode muss darauf geachtet werden, dass die Anschrägung nur in dem Bereich vorgenommen wird, in dem der Stutzen später auch wirklich anliegt. Häufig wird hier zu stark angeschrägt. Das beste Ergebnis wird erzielt, wenn die Anschrägung bereits während des Ausschneidens des Formteils erfolgt. Ein weiterer Vorteil dieser Methode ist, dass beim Schneiden ein weicherer Übergang vom nicht angeschrägten zum angeschrägten Bereich erzielt werden kann.
Herstellung von Blechverstärkungen | Bei der Dämmung von Ventilen, Schmutzfängern etc. entsteht unter der „Armaflex“-Kappe ein Hohlraum. Dieser kann durch Auffüllen mit Dämmstoffresten reduziert werden. Diese Maßnahme dient auch der Formgebung der später montierten Kappe und erhöht ihre Stabilität. Der Vorteil liegt weniger in der zusätzlichen Dämmwirkung als darin, dass so eine strenge geometrische Formgebung erreicht werden kann.
Noch besser eignet sich als Verstärkung jedoch ein Blechzuschnitt. Die Maße des Zuschnitts ergeben sich aus der Höhe (Flansch zu Flansch) und der Länge (ca. ¾ des Umfangs) des Flanschs. Wird der Zuschnitt entsprechend stark gerundet (auf etwas kleineren Durchmesser als Flanschdurchmesser), lässt sich diese Blechverstärkung leicht auf den Flanschen festklemmen (Bild 8a) und anschließend mit einem Montageklebeband fixieren (Bild 8b).
Als Schutz vor Korrosion empfiehlt sich, vor der Montage der Blechverstärkung ein Isolierklebeband auf dem Flansch aufzubringen, das ggf. die negativen Auswirkungen hinsichtlich der Reaktion verschiedener Metalle unterschiedlicher elektrischer Potentiale verhindert.
Der Vorteil einer stabilen Verstärkung liegt darin, dass die Längsnaht der Kappe, die möglichst seitlich angeordnet werden sollte, nun unter Druck von innen nach außen fachgerecht verschlossen und so ein eventuelles Aufklaffen der Naht nach innen hin ausgeschlossen werden kann. Bei Ventilen kleinerer Dimension reicht auch eine Verstärkung aus PVC-Folienummantelung (z.B. Okapak).
Zeitsparende Vorarbeit: Das Begradigen von Bogen | Zur Herstellung eines zweiteiligen 90 °-Bogens zeichnen einige Verarbeiter vereinfachte Aufrisse auf Plattenmaterial, wobei sich die Formteilkonstruktion nur durch die Verwendung der Maße der Dämmschichtdicke, des Innenradius und des halben Umfangs ergibt. Nach der Montage auf dem Rohrleitungsbogen weisen die beiden Enden des Bogenformteils jedoch keinen geraden Abschluss auf und die weiterführende Dämmung kann nicht sauber angeschlossen werden. Häufig werden die Bogenenden dann durch Schneiden am Rohr begradigt. Dadurch kann nicht nur der Korrosionsschutz der Rohrleitung beschädigt werden, es ist auch insbesondere bei großen Rohrdurchmessern unmöglich, einen sauberen geraden Schnitt zu erzielen. Um den Bogen zu begradigen, kommt es in Einzelfällen vor, dass anschließend einfach dreieckige Elastomerstücke in die Lücken hineingeklebt werden – eine aufwändige und höchst fragwürdige Begradigungslösung.
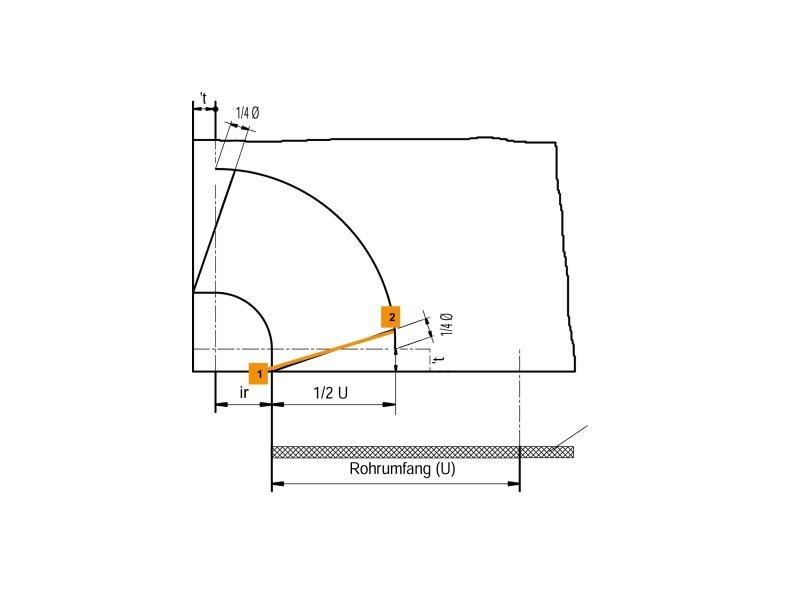
Durch eine korrekte Aufrisszeichnung eines zweiteiligen Bogens (s. Zeichnung 1) kommt es erst gar nicht zu solchen Problemen, die im Nachhinein nicht zufriedenstellend gelöst werden können. Wird der Innenradius im rechten Winkel zum Plattenrand (Punkt 1) verlängert, 1/4-Rohrdurchmesser ab der Dämmschichtdicke in den Viertelkreis hinein zeichnerisch abgetragen (Punkt 2), die Punkte 1 und 2 entlang dieser Linie verbunden und die entstandenen Dreiecke abgeschnitten, erhält man nach der Montage automatisch einen Bogen mit geradem Abschluss. Diese Maßnahme der präventiven Begradigung wird natürlich auf beiden Seiten vorgenommen.
Fazit | Die Ausführungen in diesem Artikel haben gezeigt, welch hohen Stellenwert gute Arbeitsbedingungen und vorbereitende Arbeiten für die fachgerechte Verarbeitung von Elastomerdämmstoffen besitzen. Mit minimalem zeitlichen Aufwand und geringfügigem Materialeinsatz können Kältedämmungen entsprechend abgesichert werden.





